Жез тилке
Продукцияны тааныштыруу
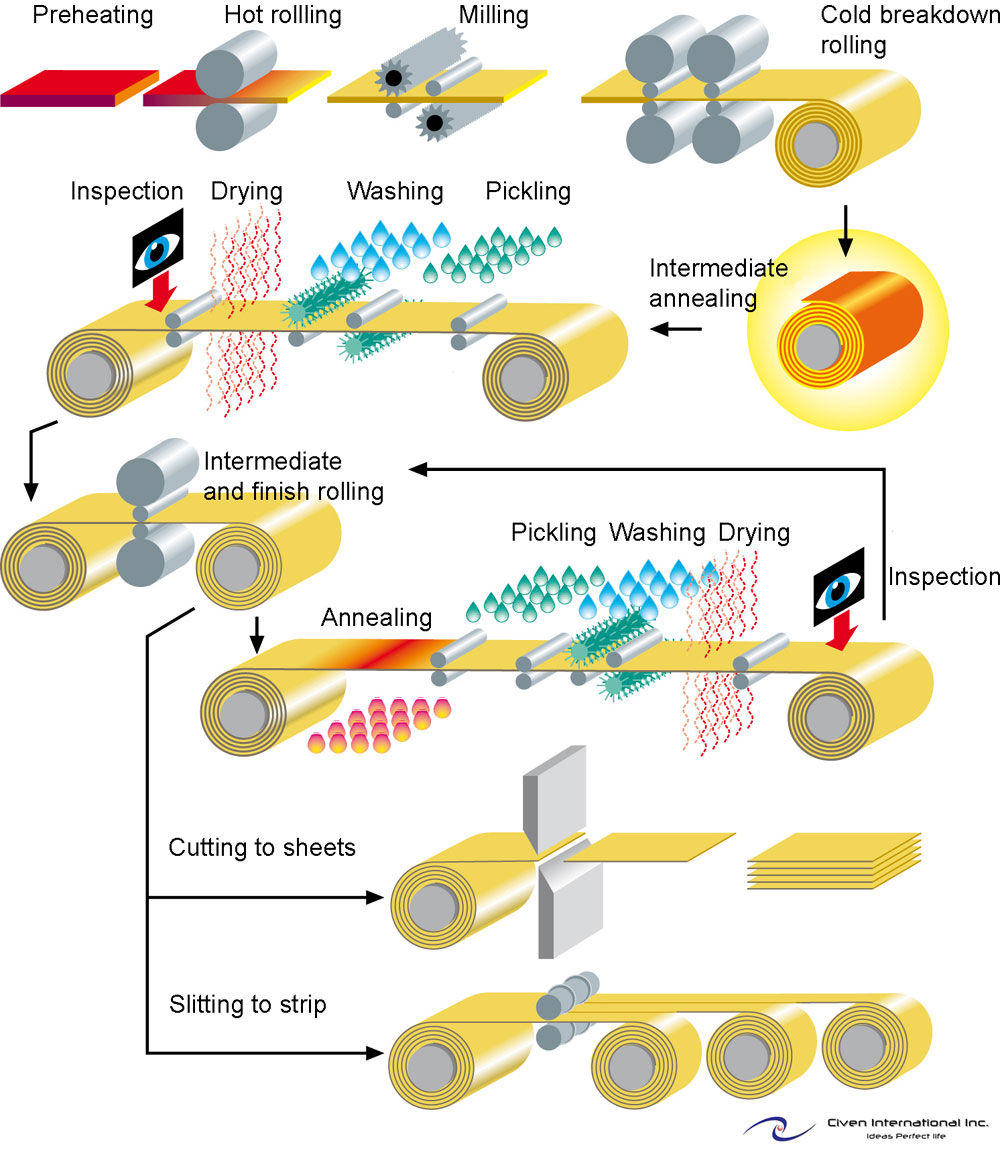
Электролиттик жез, цинк жана микроэлементтер чийки зат катары колдонулган жез барактары куйма, ысык прокаттоо, муздак прокаттоо, жылуулук менен иштетүү, бетин тазалоо, кесүү, бүтүрүү жана андан кийин таңгактоо аркылуу иштетилет. Материалдык процесстердин натыйжалуулугу, пластикалуулугу, механикалык касиеттери, коррозияга туруктуулугу, жакшы иштөөсү жана калай. Ал электр, автомобиль, байланыш, жабдыктар, жасалгалоо жана башка тармактарда кеңири колдонулуп келет.
Негизги техникалык параметрлер
2-1 Химиялык курамы
| Эритме № | Химиялык курамы (%),Макс.) | ||||||||
| Cu | Fe | Pb | Al | Mn | Sn | Ni | Zn | Таштанды | |
| H96 | 95.0-97.0 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H90 | 88.0-91.0 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H85 | 84.0-86.0 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H70 | 68.5-71.5 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H68 | 67.0-70.0 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H65 | 63.5-68.0 | 0.10 | 0,03 | --- | --- | --- | 0,5 | Рем | 0.3 |
| H63 | 62.0-65.0 | 0.15 | 0,08 | --- | --- | --- | 0,5 | Рем | 0,5 |
| H62 | 60.5-63.5 | 0.15 | 0,08 | --- | --- | --- | 0,5 | Рем | 0,5 |
2-2 Эритме стол
| Кытай | ISO | ASTM | JIS |
| H96 | CuZn5 | C21000 | C2100 |
| H90 | CuZn10 | C22000 | C2200 |
| H85 | CuZn15 | C23000 | C2300 |
| H70 | CuZn30 | C26000 | C2600 |
| H68 | ------ | -------- | ------ |
| H65 | CuZn35 | C27000 | C2700 |
| H63 | CuZn37 | C27200 | C2720 |
| H62 | CuZn40 | C28000 | C2800 |
2-3 Өзгөчөлүктөр
2-3-1 Мүнөздөмө бирдиги: мм
| Аты | Эритме № (Кытай) | Ачуулануу | Өлчөмү(mm) | ||
| Калыңдыгы | Туурасы | Узундугу | |||
| Жез тилке | H59 H62 H63 H65 H68 H70 | R | 4~8 | 600~1000 | ≤3000 |
| H62 H65 H68 H70 H90 H96
| Y Y2 М Т | 0.2~0,49 | 600 | 1000~2000-жыл | |
| 0,5~3.0 | 600~1000 | 1000~3000 | |||
Чыңалуу белгиси: O. Жумшак; 1/4H. 1/4 Катуу; 1/2H. 1/2 Катуу; Жогорку Катуу; EH. Өтө катуу.
2-3-2 Толеранттуулук бирдиги: мм
| Калыңдыгы | Туурасы | |||||
| Калыңдыктын четтөөсүнө жол берүү ± | Туурасы уруксат берилген четтөө ± | |||||
| <400 | <600 | <1000 | <400 | <600 | <1000 | |
| 0,5~0,8 | 0,035 | 0,050 | 0,080 | 0.3 | 0.3 | 1.5 |
| 0.8~1.2 | 0,040 | 0,060 | 0,090 | 0.3 | 0,5 | 1.5 |
| 1.2~2.0 | 0,050 | 0,080 | 0.100 | 0.3 | 0,5 | 2.5 |
| 2.0~3.2 | 0,060 | 0.100 | 0.120 | 0,5 | 0,5 | 2.5 |
2-3-3 Механикалык аткаруу
| Ачуулануу | Созуу күчү Н/мм2 | Узаруу ≥% | Катуулугу HV | |
| M | (O) | ≥290 | 35 | ------ |
| Y4 | (1/4 саат) | 325-410 | 30 | 75-125 |
| Y2 | (1/2 саат) | 340-470 | 20 | 85-145 |
| Y | (H) | 390-630 | 10 | 105-175 |
| T | (ЭХ) | ≥490 | 2.5 | ≥145 |
| R |
---
| --- | --- | |
Чыңалуу белгиси: O. Жумшак; 1/4H. 1/4 Катуу; 1/2H. 1/2 Катуу; Жогорку Катуу; EH. Өтө катуу.
Өндүрүш техникасы